Zugversuch von Metallen nach EN ISO 6892
Zugprüfung nach EN ISO 6892 - Zugversuch an metallischen Werkstoffen
Zugprüfung nach EN ISO 6892
Der Zugversuch nach EN ISO 6892 ist die Grundlage für weitere Prüfungen, die das gleiche/ähnliche Prinzip haben: z.B. EN ISO 898 (Zugversuch von Schrauben), DIN 488 (Betonstabstahl) und andere Normen. Der Zugversuch gleicht im Prinzip den Prüfungen an Teilen, Produkten, Baugruppen, Bauteilen, dem Zugversuch von Kunststoffen, dem Zugversuch von Elastomeren/Gummi, die hier jedoch nicht beschrieben werden.
Der angegene Text bezieht sich ausschließlich auf EN ISO 6892-1, die am häufigsten verwendete Norm für Zugversuche an metallischen Werkstoffen.
Der Ablauf des Zugversuchs metallischer Werkstoffe
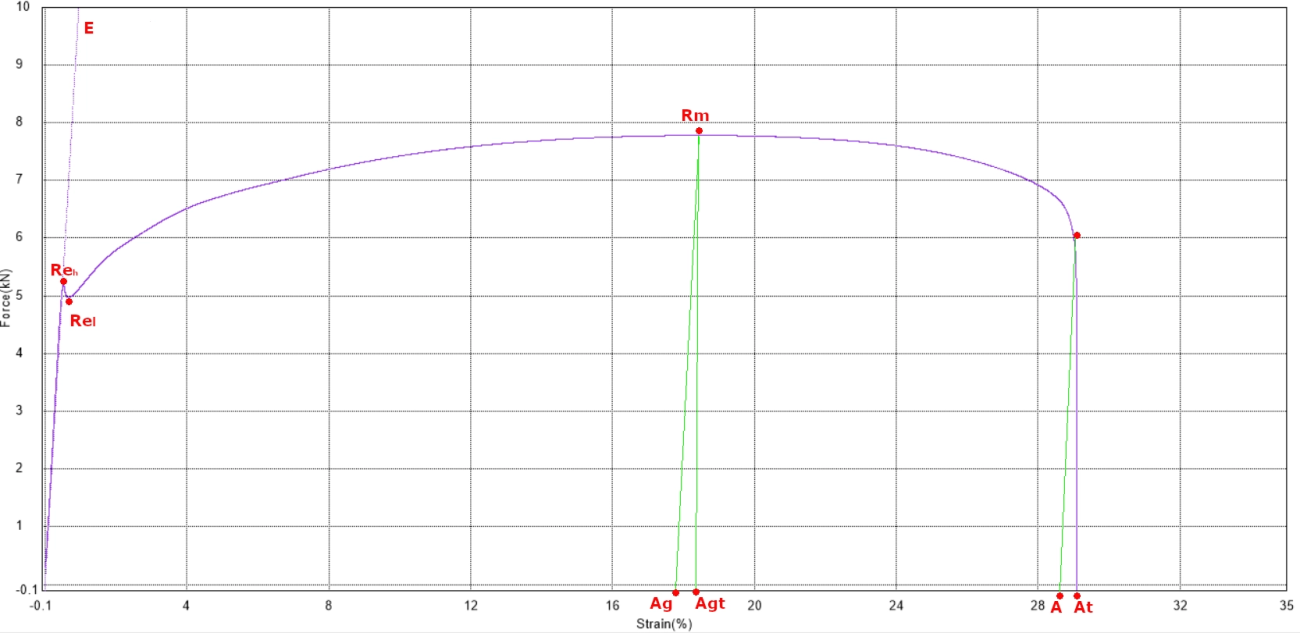
Beim Zugversuch metallischer Werkstoffe nach EN ISO 6892 wird stets ein homogener Querschnitt als Ausgangssituation betrachtet. Beim Zugversuch wird die eingespannte Probe sehr langsam belastet (gedehnt), hauptsächlich zu Beginn der Belastung in einem sehr empfindlichen, elastischen Bereich (reversible Verformung – elastische Dehnung). Einer der wichtigsten Bereiche des Zugversuchs ist der Übergangsbereich zwischen elastischer und plastischer Verformung, daher ist es wichtig, dass die Prüfgeschwindigkeit in diesem Bereich konstant ist. Später im plastischen Bereich (permanente, irreversible Verformung) kann die Prüfrate ansteigen. Der Zugversuch endet mit dem Bruch des Materials – dem Zerreißen der Probe in zwei Teile oder mit dem Erreichen eines anderen festgelegten Kriteriums für das Ende des Versuchs.
Das Erreichen korrekter und verlässlicher Ergebnisse beginnt jedoch nicht mit der eigentlichen Durchführung des Zugversuchs, sondern bereits mit der Herstellung der Probe für den Zugversuch selbst. Die Produktion muss präzise und normkonform sein.
Anforderungen an die Zugprüfung nach EN ISO 6892
- Zugprüfmaschine ISO 7500 Klasse 1
- Spannvorrichtungen, Backen entsprechend dem Material und der Probengröße
- je nach Budget dann ein Extensometer
- Ansatzdehnungsmessgerät – meist mit kleinem Hub zur Bestimmung von Rp 0,2 und E-Modul
- Automatischer Dehnungsmessgerät – zur Bestimmung von Rp 0,2, E-Modul und auch Dehnung bei max. Zugfestigkeit und Bruchdehnung
- berührungsloses Video-Extensometer – zur Bestimmung von Rp 0,2, E-Modul und auch Dehnung bei maximaler Spannung sowie bei Bruchdehnung
Zugversuchsverfahren EN ISO 6892 – Methode A
Die Norm EN ISO 6892 empfiehlt die Durchführung einer Zugprüfung von Metallen nach Methode A. Bei dieser Prüfung wird die Probe definiert gedehnt. Im elastischen Bereich (am Anfang des Diagramms, wo sich eine gerade, gerade nach oben gerichtete Linie befindet) muss die Probe langsam gedehnt werden, um etwaige Änderungen genau zu erfassen, da in diesem empfindlichen Bereich eine höhere Testgeschwindigkeit die Messung verzerren kann. Im elastischen Bereich des Zugversuchs ist die durch den Dehnungsmessgerät ermittelte Steuergröße (Änderung des Abstandes zwischen den Dehnungsmessarmen pro Sekunde) die Dehnung der Probe (der sogenannte geschlossene Regelkreis).
Wenn die Probe aus einem Material mit einer signifikanten Streckgrenze ReH besteht, könnte der Dehnungsmessgerät an der Streckgrenze in eine sehr instabile Situation geraten (abwechselnde Lockerung und Verfestigung des Materials an der Streckgrenze). Aufgrund dieser Schwankung würde es dem Dehnungsmessgerät sehr schwer fallen, die Lastrate zu kontrollieren, wenn sein Datenkanal weiterhin zur Steuerung der Maschine verwendet würde. Die Norm berücksichtigt diesen Sachverhalt und daher ist im nächsten Teil des Tests die steuernde Größe nicht die Dehnungszunahme, sondern die Geschwindigkeit der Fahrtraverse der Zugprüfmaschine.
Zugversuchsverfahren EN ISO 6892 – Methode B
Diese Methode ist möglich, wenn die Zugprüfmaschine keine direkte Steuerung über einen geschlossenen Regelkreis zulässt und eher der ursprünglichen Norm EN ISO 10002 entspricht. Die Methode berücksichtigt zwei Prüfgeschwindigkeiten entsprechend dem angenommenen E-Modul der Probe. Für Materialien mit einem E-Modul unter 150 GPa beträgt die empfohlene Prüfgeschwindigkeit 2 – 20 MPa/s, für Materialien mit einem E-Modul über 150 GPa liegt die empfohlene Prüfgeschwindigkeit im Bereich von 6 – 60 MPa/s .