Skúška kovov ťahom podľa normy EN ISO 6892
Ťahová skúška kovových materiálov podľa normy EN ISO 6892
Ťahová skúška kovových materiálov sa ďalej delí na:
EN ISO 6892-1 Kovové materiály - Skúška ťahom - Časť 1: Skúšobná metóda pri izbovej teplote.
EN ISO 6892-2 Kovové materiály - Skúška ťahom - Časť 2: Skúšobná metóda pri zvýšenej teplote.
EN ISO 6892-3 Kovové materiály - Skúška ťahom - Časť 3: Skúšobná metóda pri nízkych teplotách.
EN ISO 6892-4 Kovové materiály - Skúška ťahom - Časť 4: Skúšobná metóda s kvapalným héliom.
Skúška ťahom podľa normy EN ISO 6892 je základom pre ďalšie skúšky, ktoré majú rovnaký/podobný princíp: napríklad EN ISO 898 (skúška ťahom skrutiek), DIN 488 (výstužná oceľ pre betónové dielce) a ďalšie normy.
Skúška ťahom je v zásade totožná so skúškami dielov, výrobkov, zostáv, súčiastok, skúškami plastov v ťahu, skúškami elastomérov/pryže v ťahu, ktoré tu však nie sú opísané.
Tento článok sa týka len normy EN ISO 6892-1, ktorá je najčastejšie používanou normou na skúšky kovových materiálov ťahom.
Skúška kovových materiálov ťahom
Pri skúške kovových materiálov ťahom podľa normy EN ISO 6892 sa za východiskovú situáciu vždy považuje homogénny prierez. Pri skúške ťahom sa upnutá vzorka zaťažuje (rozťahuje) veľmi pomaly, najmä na začiatku zaťažovania vo veľmi citlivej, pružnej oblasti (vratná deformácia - pružné predĺženie). Jednou z najdôležitejších oblastí ťahovej skúšky je prechod medzi pružnou a plastickou deformáciou, a preto je dôležité, aby rýchlosť skúšky bola v tejto oblasti konštantná. Neskôr v plastickej oblasti (trvalá, nevratná deformácia) sa rýchlosť skúšky môže zvýšiť. Ťahová skúška sa končí, keď sa materiál pretrhne - keď sa vzorka rozlomí na dva kusy alebo keď sa dosiahne iné stanovené kritérium konca skúšky.
Dosiahnutie správnych a spoľahlivých výsledkov sa však nezačína samotnou skúškou v ťahu, ale výrobou skúšobnej vzorky v ťahu. Výroba musí byť presná a v súlade s normou.
Požiadavky na skúšku ťahom podľa normy EN ISO 6892
Stroj na skúšanie v ťahu triedy 1 podľa normy ISO 7500
Upínacie prípravky, čeľuste vhodné pre materiál a veľkosť vzorky extenzometer (prieťahomer) podľa rozpočtu
- ručný extenzometer - zvyčajne s malým zdvihom na stanovenie Rp 0,2 a modulu E
- automatický extenzometer - na stanovenie Rp 0,2, modulu E a tiež pevnosti v ťahu pri maximálnom ťahu, ako aj lomovej húževnatosti
- bezkontaktný videoextenzometer - na stanovenie Rp 0,2, E-modulu a tiež pevnosti v ťahu pri maximálnom napätí, ako aj tažnosti pri lomu pomocou značiek na samotnej vzorke
Postup skúšky ťahom
EN ISO 6892 - metóda A
V norme EN ISO 6892 sa odporúča, aby sa skúška kovov v ťahu vykonávala podľa metódy A. Pri tejto skúške sa vzorka predĺži definovaným spôsobom. V pružnej oblasti (začiatok grafu, kde je rovná, priamočiara stúpajúca čiara) sa vzorka musí naťahovať pomaly, aby sa presne zachytili všetky zmeny, pretože v tejto citlivej oblasti môže vyššia rýchlosť skúšky skresliť (zvýšiť) namerané hodnoty. Podľa normy EN ISO 6892 sa má použiť skúšobná rýchlosť 0,000 25 mm/mm/s. Výsledná skúšobná rýchlosť však závisí aj od počiatočnej meranej dĺžky.
V elastickej oblasti skúšky ťahom je kontrolnou veličinou získanou extenzometrom (zmena veľkosti vzdialenosti extenzometrických lamiel za sekundu) predĺženie vzorky (tzv. uzavretý kontrolný obvod). Napríklad pre valcovú vzorku s priemerom 10 mm s počiatočnou nameranou dĺžkou 50 mm sa teda skúšobná rýchlosť prepočíta na výslednú rýchlosť: 0,00025 mm x 50 mm = 0,0125 mm/s (0,75 mm/min).
Ak je vzorka vyrobená z materiálu s výraznou medzerou klzu ReH, extenzometer by mohol byť vo veľmi nestabilnej situácii (striedavé uvoľňovanie a stuhnutie materiálu v bode klzu). Na základe tohto kolísania by mohlo byť pre extenzometer veľmi ťažké riadiť rýchlosť zaťaženia, ak sa jeho dátový kanál stále používa na riadenie stroja. Norma túto situáciu pripúšťa, a preto v ďalšej časti skúšky nie je riadiacou veličinou prírastok predĺženia, ale rýchlosť priečnej hlavy skúšobného stroja. Skúšobná rýchlosť v bode klzu (ReH, ReL) sa ponecháva na hodnote 0,00025 mm/mm/s. Keďže extenzometer ako kontrolný prvok stráca svoj význam, rýchlosť zaťažovania sa už nevypočítava na základe L0, ale na základe Lc (vzdialenosť medzi krivkami na vzorke). V našom prípade sme použili valcovú vzorku s priemerom 10 mm, a preto je výsledná skúšobná rýchlosť (v otvorenom kontrolnom obvode: 0,000 25 mm x 60 mm = 0,015 mm/s (0,9 mm/min). Hneď ako sa nárast napätia stabilizuje (za hranicou výraznej medze klzu), stroj sa prepne na zvýšenú skúšobnú rýchlosť.
Ak sa materiál skúša bez výraznej medze klzu alebo po jej prekonaní, potom sa rýchlosť zvyšuje čo najplynulejšie na 0,0067 mm/mm/s počas tohto prechodu do plastickej oblasti po prekročení hodnoty Rp1,0, napr. pri predĺžení 1,2 %. Keďže v ďalšej časti skúšky môže dôjsť k čiastočnému zúženiu alebo zúženiu pri lome (vytvorenie krčka pri prekročení Fmax) mimo lopatiek extenzometra (extenzometer nezaznamená žiadny prírastok, pretože vzorka je predĺžená mimo meranú vzdialenosť), extenzometer sa v tejto časti nepoužíva na riadenie stroja, ale riadenie stroja je založené na posune priečky (otvorený regulačný obvod). Preto skúšobný softvér pri výpočte skúšobnej rýchlosti nepracuje s hodnotou L0 extenzometra (t. j. v tomto prípade 50 mm), ale s hodnotou 60 mm, čo je hodnota medzi krivkami na vzorke: 0,0067 mm/mm/s x 60 mm = 0,402 mm/s (24,12 mm/min).
EN ISO 6892 - metóda B
Táto metóda je možná, ak stroj neumožňuje priame riadenie pomocou uzavretého regulačného obvodu a je viac v súlade s pôvodnou normou EN ISO 10002. Ide o to, že vzorka sa nezaťažuje konštantnou rýchlosťou na základe deformácie vzorky, ale na základe nárastu napätia, t. j. metóda uvažuje s dvoma skúšobnými rýchlosťami podľa predpokladaného E-modulu vzorky. Pre materiály s E-modulom pod 150 GPa je odporúčaná skúšobná rýchlosť 2 - 20 MPa/s, pre materiály s E-modulom nad 150 GPa je odporúčaná skúšobná rýchlosť v rozsahu 6 - 60 MPa/s.
V praxi to znamená, že skúšobná rýchlosť je v porovnaní s metódou A nižšia, pretože prepočítaná na rýchlosť zaťažovania prírastkom deformácie je 0,0000167 mm/mm/s až 0,000083 mm/mm/s pre E-modulus pod 150GPa. V prípade vyššieho E-modulu nad 150 GPa je rýchlosť zaťažovania v rozmedzí od 0,00033 mm/mm/s do 0,0033 mm/mm/s.
Výstup z ťahovej skúšky EN ISO 6892
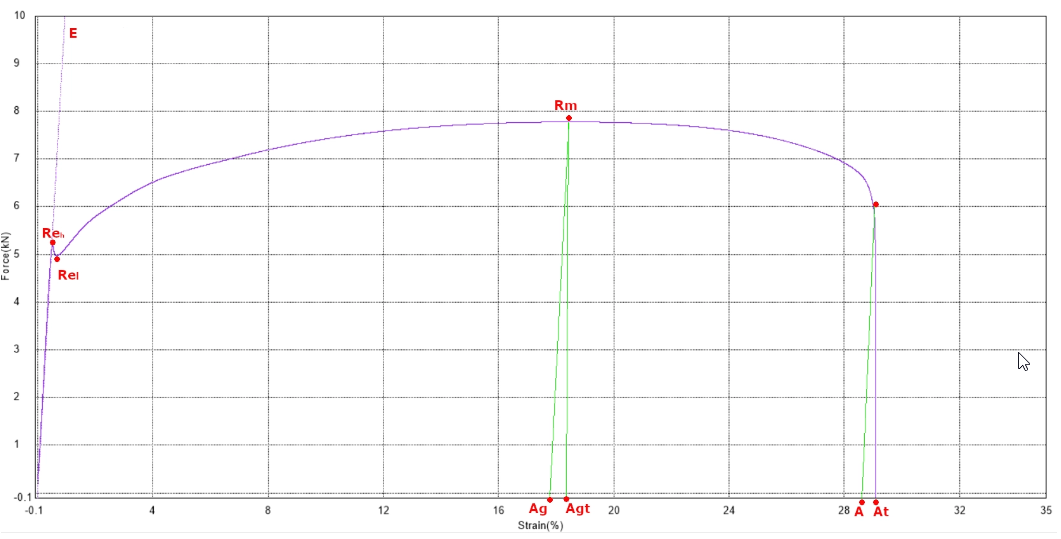
Výstupom ťahovej skúšky je graf a súbor výsledkov opisujúcich dôležité udalosti pri ťahovej skúške.
Ak pôjdeme po jednom výsledku od začiatku skúšky: na začiatku skúšky je krátky rozbeh počas zaťažovania (usadenie čeľustí, vyrovnanie vzorky...), po ktorom nasleduje lineárna časť skúšky, ktorá je z hľadiska výsledkov viac-menej nezaujímavá - zaujímavá je len jej linearita. Ak je vzorka zaťažená, práve v tejto fáze sa vyrovnávajú vnútorné chyby a sklzy na úrovni zrna materiálu (zjednodušene povedané, vlákna v materiáli sa lámu), a to až do bodu, keď nastane prvý pokles sily (alebo napätia).
ReH - horná medza klzu - tento najvyšší bod na konci čiary sa označuje ako horná medza klzu ReH. Po tomto prvom poklese sily sa vzorka začína nevratne predlžovať (prešla z pružnej na plastickú deformáciu). Inžinieri a informatici môžu bez obáv plánovať zaťaženie materiálu až po hodnotu ReH, pretože vyrobený diel sa napätím nepoškodí. Z bezpečnostných dôvodov sa, samozrejme, konštruktér pri práci s materiálom drží od tohto bodu ďalej.
ReL - dolná medza klzu - bod na krivke po prvom poklese z hornej medze klzu ReH, bez započítania preťaženia. Prekrytie je viditeľný (výrazný) pokles sily a je spôsobené návratom (zmršťovaním) materiálu smerom nadol a je väčšie ako následné kmitanie sily. Tento pokles nemá vplyv na hodnotu ReL. Ďalším úsekom je takzvaná Lüdersova oblasť, kde sila osciluje. V tejto oblasti sa hľadá najnižšia sila a to je náš hľadaný bod - dolná medza klzu ReL Ide teda o najväčší pokles napätia v Lüdersovej oblasti pred tým, ako sila začne opäť rásť.
E - modul pružnosti; E-modulus; Youngov modul - všetky tieto významy sú synonymá. Je to hodnota, ktorá sa vypočítava rôznymi metódami - tangens, intercept, tetiva..., t. j. teoretická hodnota, ktorá v podstate vyjadruje sklon priamky. Všetky metódy výpočtu modulu pružnosti E pracujú s relatívnym predĺžením (epsilon) a napätím (sigma). Jedným zo spôsobov výpočtu modulu pružnosti je použitie pomeru dvoch bodov hodnoty napätia získanej pri predĺžení 0,005 % a 0,025 %. Modul pružnosti je teda vypočítaná - nie nameraná - hodnota, ktorú zasa oceňujú najmä konštruktéri a inžinieri na výpočty.
Rp 0,2 - konvenčná medza klzu; v materiáloch bez výraznej medze klzu sa medza klzu ReH neprejavuje, ale prechod lineárnej časti sa začína plynulo zaokrúhľovať. Zmluvná medza klzu Rp 0,2 (môže byť aj Rp 0,1 alebo Rp 1,0 alebo iná) vyjadruje hodnotu predlžovacieho napätia 0,2 %.
Rm - medza pevnosti - v ďalšej fáze ťahovej skúšky sa materiál spevňuje (vyčerpali sa všetky vnútorné poruchy materiálu), a preto sa pevnosť zvyšuje (po ukončení Lüdersovej oblasti). Vysvetlenie spevnenia materiálu je jednoduché: všetky problematické, vnútorné poruchy sa vyčerpali a vnútorná štruktúra vzorky sa vyrovnala, takže všetky štruktúry vo vzorke poskytujú spoločnú odolnosť voči zaťaženiu.
Preto v tomto bode ťahovej skúšky dochádza k ďalšiemu zvyšovaniu napätia až do bodu, keď vzorka v ťahu nevyžaduje ďalšie zvyšovanie sily počas predlžovania, ale začína sa predlžovať bez akéhokoľvek zvyšovania sily alebo napätia. Materiál vzorky sa teda naďalej rovnomerne predlžuje, až kým sa v jednom bode nezačne tvoriť hrdlo (spočiatku malé). Medzou pevnosti v ťahu je toto maximálne napätie, po prekročení ktorého sa predĺženie naďalej zväčšuje, ale sila alebo napätie začína postupne klesať. Medza pevnosti sa vyjadruje v N/mm2 (pomer maximálnej sily k ploche prierezu vzorky) = Mpa.
V tomto bode sa začína tvoriť krčok, ktorého tvorba sa postupne zrýchľuje, až kým nedôjde k úplnému lomu.
Ag - predĺženie pri medznej pevnosti; Agt - ako Ag, ale vrátane pružného podielu
Pri ďalšom postupe za maximálne napätie sa sila znižuje až do bodu lomu. V tomto bode je k dispozícii posledný dôležitý výsledok, a to
A - relatívne predĺženie pri lome alebo At - relatívne predĺženie pri lome vrátane pružného podielu. Túto hodnotu možno získať aj bez tenzometra pomocou známeho vzorca, a to vďaka čiaram urobeným na vzorke pred skúškou a následnému premeraniu kompozitnej vzorky po skúške.
Tabuľka pre ťahovú skúšku podľa normy EN ISO 6892-1